
Takt 101
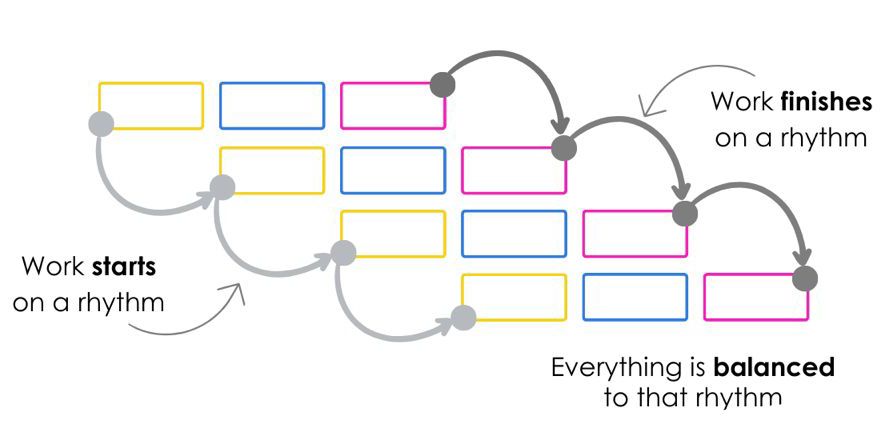
A Schedule formatted this way will provide a plan that has Rhythm, Continuity and Consistency.
Consistency
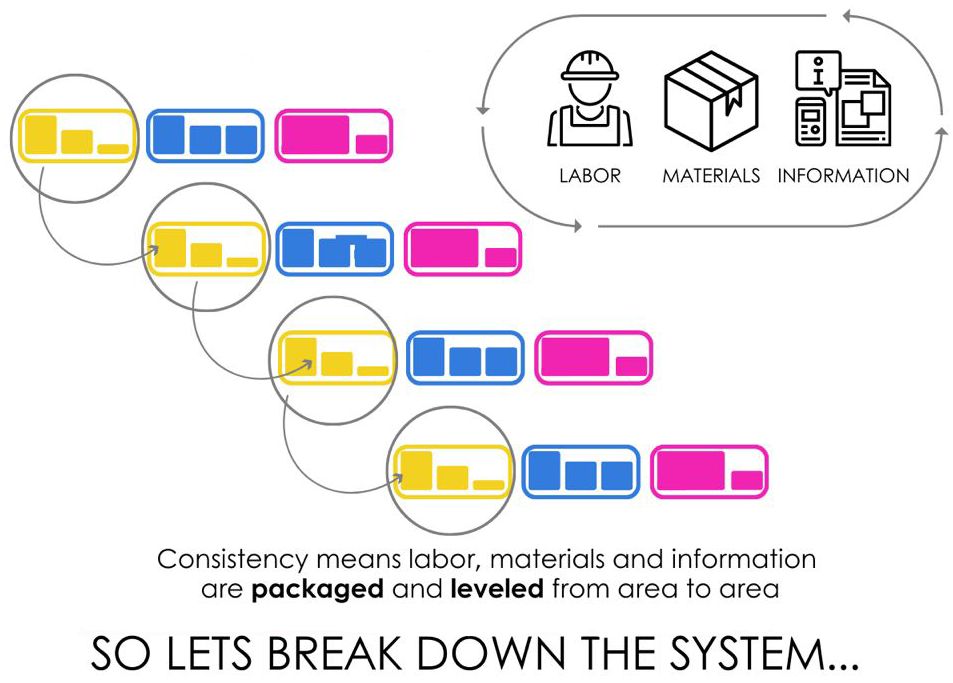
Rhythm
And look like this
All Construction schedules should be formatted like this
What the Takt Production System Actually Is
If you only read one paragraph on this page, read this one.
The Takt Production System is a construction production system that engineers flow into a project on purpose — by laying out the work as a train of trades moving through zones at a steady rhythm, on a visual plan you can see on one page, governed by production laws and lean principles, so that trades can be respected, the site can be stable, and the work can finish on time without anyone getting hurt or burned out.
It is not a schedule. It is not a Gantt chart with prettier colors. It is a way of building.
And it is the system we believe will eventually replace the way our industry plans construction today.
Why We Even Need This
Roughly half of construction projects finish on or under budget. Less than ten percent finish on budget and on schedule. Only about half a percent finish on budget, on schedule, and to expectations.
Those aren’t dramatic numbers. Those are the numbers.
Most people look at them and blame the people. The trades didn’t perform. The owner kept changing things. The supply chain blew up. The architect issued late drawings. Someone, somewhere, didn’t do their job.
That’s wrong. This is not a people problem. It is a system problem.
Projects don’t go bad. They start bad. The way we plan with the critical path method, the way we batch work, the way we ignore production laws, the way we push and rush and panic when things slip — all of it is baked in before the first piece of dirt gets moved. Then we blame the people stuck building inside that broken system.
The Takt Production System exists because we have a better way. We’ve known the principles for a long time. The Empire State Building used them. The Pentagon renovation used them. Manufacturing has used them for decades under the Toyota Production System. Germany has been refining a construction version under the name Taktplanung for years. We are finally bringing them together for American construction, in a form you can actually run.
The Core Idea: A Train of Trades
Picture a train. Not a metaphor train. Actually picture one.
A locomotive up front. Wagons linked behind it, each carrying a load, all going the same direction at the same speed, staying the same distance apart as they roll down a set of tracks that have been laid out and prepared ahead of time. A station waiting at the other end.
Now, in our world:
- The wagons are crews of trades, each performing a packaged scope of work.
- The locomotive The locomotive is the planning that goes ahead of the train — the pull plan, pre-construction meetings, procurement, the look-ahead. It’s what makes the train able to move at all.
- The tracks are the zones — the actual physical locations on the project where the work happens.
- The station is the milestone. The owner. The handoff. The done-done-freaking-done.
- The caboose is the finishing — punching, cleaning, inspection, demobilization — that happens at the end of every train, in every zone.
- The landscape is the project environment — everything around the train we have to keep clear so the train can keep moving.
That is the train of trades. That is the central image of the Takt Production System.
When you see a properly built Takt plan, the wagons are level. Same width, same height, same spacing. The line connecting them as they move through the zones is straight and at a consistent angle. We call that line the line of balance. It is the visual signature of flow.
When the train is broken — one wagon fatter than the others, uneven spacing, the line of balance bending — you can see it. That is the whole point. The Takt Production System is a seeing system. Every problem the project has, the plan shows you. Then you can solve it.
This is in stark contrast to a CPM schedule, which hides everything behind thousands of lines of text and a critical path nobody can verify by looking at it. CPM is like intentionally packing a freeway full to capacity, calling the cars a critical path, and expecting no delays. Takt is the opposite. It exposes the system so that humans can actually run it.
The Anatomy of a Takt Plan
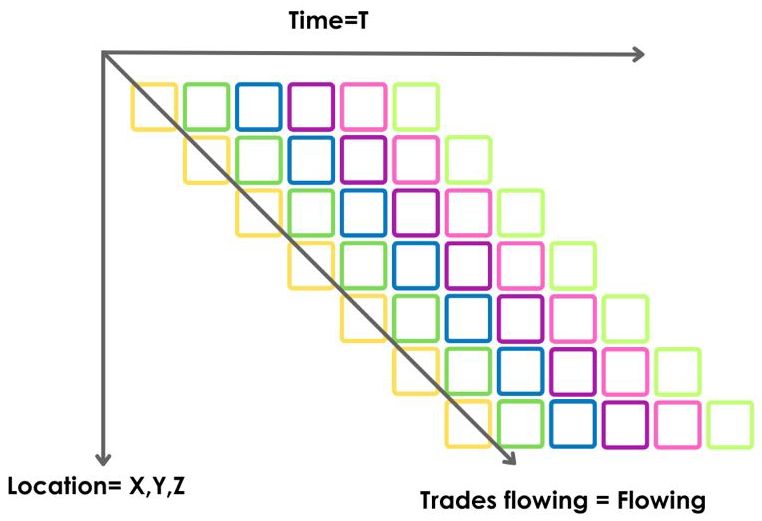
A Takt plan is laid out with time on the top axis and location on the left axis. That single formatting choice — time-by-location instead of time-by-activity — changes everything. It is what allows the plan to show flow.
Inside that format, here are the building blocks:
Milestones. The start and stop points. Every finish milestone is preceded by a buffer. Always.
Phases. Groupings of zones that share a common flow of work — exterior, interiors, structure, site work, MEP rough-in. Each phase has its own zones, a start milestone, a sequence, a pace-setting line of balance, a buffer, and a finish milestone.
Zones. The physical locations through which the train flows. The biggest mistake builders make is leveling zones by square footage instead of by work density — the ratio of a trade’s workload to the resources they have to do it. Two zones can be the same size and one takes twice as long. Level by what’s actually inside, not by what looks even on the floor plan.
Takt time. The rhythm. The pace at which the train moves from zone to zone. Never lock it to the work week — pick the rhythm based on the work, not the calendar. You can have different Takt times in the same plan, and even multiple Takt times within a single phase. The fundamental relationship: (Takt wagons + zones − 1) × Takt time = duration.
Takt wagons. A wagon is one or more work packages combined into a single Takt time, in a single zone, linked to the wagons in front of and behind it. Wagons can hold one work package, multiple work packages, or part of one. People want it to be a one-to-one trade-to-wagon relationship. It never consistently is.
The train of trades. Once you have wagons leveled in duration and packaged correctly, linked in sequence going through your zones at the same Takt time, you have a train. Same speed, same distance apart, in one process flow.
Line of balance. The diagonal line connecting the wagons across the time-location plan. The visual proof that flow exists. The angle tells you the speed of the train. If it bends, you have a problem.
Buffers. No schedule should ever be made without them. Wagons have buffers. Sequences have buffers. Phases have buffers. The project has a buffer. The supply chain has buffers. Buffers are not padding — they are how the system absorbs delay without breaking the rhythm. Without them, the moment something goes wrong you start stacking, burdening, and rushing. That is the start of the productivity spiral that kills projects.
Interconnections. When phases meet phases, when independent activities tie into the main flow, when zones connect across phases — those are interdependence ties. A macro Takt plan typically has ten to thirty of them. Takt plans actually carry more logic than CPM, not less: the logic of the sequence, the logic of trade flow, and the logic of the interdependence ties. Three layers, not one.
Path of critical flow. This replaces what CPM calls the critical path. The longest path through the plan, running through phases, lines of balance, buffers, and interdependence ties from start milestone to end milestone. You can verify it. You can defend a delay claim with it. You can use it to forecast a real, defensible duration.
The Production Laws TPS Obeys
This is what separates Takt from every other scheduling method we’ve seen. The system is built on production laws from manufacturing science, adapted for construction. They are not opinions. They are mathematically and scientifically fixed. You can work with them or pay the price.
Little’s Law. A project will be faster if zones are smaller, work is leveled, and you finish as you go. Violate any of those three and there’s no recovery without changing them.
The Law of the Effect of Variation. The more variation a project experiences, the longer it takes. Takt counters this by keeping the patterns rhythmic and consistent — even when there’s a delay, the system absorbs it without breaking the pattern.
The Law of Bottlenecks. Every project has at least one limiting factor. Fix it and another shows up. Takt makes the bottleneck visible. Once you see it, you don’t push through — you optimize it. Throwing more resources at a bottleneck is one of the worst things you can do.
Kingman’s Formula. Package work as activity time + variation + inevitable productivity loss. If your Takt time is four days, your trade process should take three or three-and-a-half, with the rest as buffer. Fully loading wagons is how you guarantee you fall behind.
Brooks’s Law. Adding excess labor to a project only extends its duration, especially in the later phases. This is the law our industry violates the most. The moment a project goes red, the default response is to throw bodies at it. Every one of those moves makes it slower.m
Lucy’s Law. Named after the chocolate-wrapping scene. When the conveyor speeds up, Lucy and Ethel start stuffing chocolates anywhere they can. That is what construction does when we get behind. We stack, burden, batch, bring in more bodies — and throughput time gets longer, not shorter.
The Lean Concepts That Make It Work
Production laws are the physics. Lean concepts are the philosophy. Six of them hold the system together:
Respect for people. Decent bathrooms. Real lunch areas. Worker huddles in the morning. Shade, water, heat. These are not perks — they are requirements. You cannot have flow on a project where workers are not respected.
Stability. What lean manufacturing calls 5S — sort, straighten, sweep, standardize, sustain. We use 6S, adding safety. You cannot do high-precision work in a chaotic environment. You cannot run a train through a cluttered yard.
One process flow. Trades enter a zone behind the previous trade, do their work, finish, reflect, improve, and move on. One zone at a time. Done right, the first time. No coming back. If you take only one concept from this page and apply it tomorrow, take this one.
Flowing together. It is one thing to do one process flow. It is another for every trade on the project to do it at the same speed and the same distance apart. The Takt rhythm is what gets all the trades flowing together.
See together. Plans should be highly visual and easily understood — the team has to see the plan together, on one page, like an A3. You cannot manage what you cannot measure, and you cannot measure what you cannot see.
Continuous improvement. Once you can see what is happening based on production laws and lean methodology, you can actually improve. Without visibility, every “improvement” is a guess.
Planning, Steering, and Control
The Takt Production System has three operational modes. They overlap, but they are distinct, and they answer three different questions.
Takt Planning is how we make the plan. The work of first planners — supers, project managers, and trades involved early in pre-construction. Done right, you have a project built to flow before the first piece of dirt is turned.
Takt Steering is how we direct the train. Steering deals with constraints — limiting factors that are part of the system itself. An improper Takt time. Varying speeds among the trades. An incorrect sequence. Missing buffers. The wrong number of zones. A misshapen complex zone. Constraints are part of the design. You optimize them.
Takt Control is how we control the environment. Control deals with roadblocks — things in the way of the train. Weather. Layout not ready. Missing information. A failed inspection. Materials in transit. A permit that hasn’t come through. Roadblocks are temporary. You remove them.
Steering is the train and the tracks. Control is the environment around them. Different problems. Different people. Different cadences.
Where TPS Sits in the Bigger System
The Takt Production System is not the whole production system on a project. It is one piece of a larger framework called the Integrated Production Control System (IPCS), which has three components:
- The First Planner System — collaborative planning early in pre-construction by the people best positioned to plan it: supers, PMs, designers, and trades.
- The Takt Production System — the production plan itself, plus how we steer and control it. The middle layer.
- The Last Planner System — short-interval planning by the people doing the work: look-aheads, weekly work plans, day plans.
Takt is the engine in the middle. First Planner feeds it. Last Planner runs alongside it.
In particular, Last Planner combined with CPM — which is how most lean construction is taught right now — is broken. CPM gives Last Planner the wrong milestones, the wrong batching, and the wrong logic. You can pull-plan all you want, but if the master schedule is wrong, the field will not follow it. Last Planner combined with Takt is what we are after, because Takt gives Last Planner a master plan that actually creates flow, with leveled zones, real buffers, and a path of critical flow you can defend.
The Ten Commandments
If your project is in trouble, you are almost certainly violating one of these:
- Takt plans are highly visual, clear, and easily understood.
- Takt plans are scheduled with rhythm, continuity, and consistency throughout.
- Takt plans are properly leveled according to work density and optimized using Little’s Law.
- Takt plans are organized as Takt time across the top and Takt zone down the side — space on the left, time on the top.
- Takt plans use one process flow as the basis for production.
- Takt plans protect work, crew, and trade flow without stacking.
- Takt plans focus on roadblock removal ahead of the train and constraint adjustment within the train.
- Takt plans focus on quality by planning it first, building it right the first time, and finishing as you go.
- Takt plans include the appropriate buffers to absorb the risks of the phase.
- Takt plans target a reasonable overall total project duration that will not hurt workers.
What TPS Is Not
We have to address the misconceptions, because they are everywhere — and they have kept this system from being adopted as widely as it should have been.
TPS is not just for rhythmic or repetitive work. “Takt only works on hotels and parking garages” is the most common objection we hear. It’s wrong. Takt works on data centers, hospitals, labs, custom commercial, mixed-use — any project — as long as you understand zone density and how to handle independent activities.
TPS is not a five-day Takt time. Macro plans use a five-day Takt because it’s easy and gets the team aligned. Norm plans almost never stay there. Sticking with a five-day Takt throughout the project is one of the most common ways to do Takt wrong.
TPS does not lock to the work week. Never use the weekend as your Takt drumbeat.
TPS is not one-trade-per-wagon. Wagons hold whatever it takes to level the durations and the work density.
TPS is not CPM with colors. “We’re doing Takt in P6” — no, you are not. CPM software cannot do what Takt does, because the underlying structure is wrong. You can color-code activities and call it Takt all you want; it will not give you flow, it will not show you the bottlenecks, and it will not enforce the production laws.
What TPS Actually Delivers
A Takt Production System done right delivers three things. These are the whole point.
Respect. For the women and men in the field. For the trades. For their time. For their bodies. For their planning. For the work they do. The Takt Production System makes it possible to run a project where the people doing the work are treated like the professionals they are, with everything they need to succeed, in conditions that do not grind them down.
Stability. A clean, safe, organized project. Consistent crew sizes. Consistent material inventory. The ability to find and clear roadblocks ahead of the work. The ability to finish as we go. A real quality program. A site where someone can come back tomorrow and find the project in roughly the shape they left it, instead of in a different shape every day.
Flow. Workflow horizontally through the zones. Trade flow diagonally through the project. Logistics flow supporting both. A train of trades moving the same direction, the same speed, the same distance apart. A project where every problem is visible, and every visible problem can be solved.
That is what the Takt Production System is. A way to engineer respect, stability, and flow into the project on purpose — before the dirt moves, and to maintain them all the way to the punchlist.
It is not the easiest way to plan a project. It is the right way.
And once you
have done it, you will not go back.
Prediction: Takt Construction will Dominate
There are many things in this industry that cause waste and variation: siloed command and control leaders, bad contracting systems, unstable markets, bad construction practices, a disrespect for people, and bad systems like cpm (critical path method) in the way it is used today. These have become our targets in a social cause to correct construction’s downward trajectory and create safe and healthy environments for people. They are targets because they create waste and variation, which is our enemy. It is only a matter of time before they are removed and replaced. They have already become unpopular even if some of them are still considered necessary.
There will be a day when leaders will have to be collaborative, open, and vulnerable. There will be a day when design-bid-build contracts become a very small percentage or go away completely. There will be a day when the market stabilizes again. There will be a day when disrespect for people will no longer be tolerated. And there will be day when old, antiquated, and incorrect systems will be removed and replaced. It is coming. The question is: do we want to be on the forefront of that or on the tail end? Do we want to be like blockbuster or netflix?
I developed the takt production system® as the construction equivalent of the toyota production system®. The last planner® system & scrum are components utilized in the system. The takt production system® Will revolutionize the industry. That’s a bold statement, and it’s True. Here are a few things to consider:
Concept 1: lean is based on takt first.
Lean is based on takt and then pull. It is not only based on pull like we have been told. Production assembly lines in manufacturing primarily operate on a takt time that can be interrupted by an andon if there is a defect or problem. Motors, wheels, and other assemblies are then “Pulled into that line” based on a kanban system. With these systems, flow is achieved by keeping the flow units going the same speed and the same distance apart.
Concept 2: construction should be organized as a production system.
So, how do we get all our trades going at different speeds with differing levels of effort in their work to go the same speed and the same distance apart? Glad you asked: we package them into train cars. Imagine all our trades like individual vehicles that are going different speeds and as different sized units. (I’m imagining the movie mad max here.) how could you get them to flow? Load them onto train cars is the answer. Some cars would be loaded with multiple vehicles, and some cars would only load with a part of a larger vehicle, but it would all be leveled and coupled together just like a car manufacturing assembly line. Then, we would run that train – going the same speed the same distance apart – through the project in a production line from zone to zone.
Concept 3: trains of trades together in a phase are the “Flow unit” in Construction.
Why is this so important? Because the process, meaning the workers, tools, Equipment, and materials – the trade as a whole working the same speed With other trades is the flow unit in construction. It is the thing that Should be flowing. Just like in a car manufacturing plant, the car is the Flow unit, and in a hospital, the patient is the flow unit. In construction, the Trades or the processes is the flow unit. So, we can never flow without Having trades flowing. We can never have trades flowing without Organizing them into a production line as a train and that means we Should only ever see a master schedule that accommodates this concept. This is where takt becomes our base. Only a schedule with time shown Across the top, zones shown along the side, and takt wagons (or box Cars), which represent the ‘process’ shown in the middle – and all going From area to area at the same speed and the same distance apart – can Become our master schedule.
Concept 4: we should make critical flow paths, not critical paths.
This is the toyota production system translated to construction. What About this “Critical path” we always talk about in construction Scheduling? It should not exist. We need to replace that concept right Here and now with the term critical flow path or path of critical flow. What’s the difference? A critical path is the longest path in the schedule With zero float, where if any activity is delayed,
it delays the entire project. A path of critical flow is like a rail line. On a rail line you have trains Separated by buffers. A path of critical flow is a schedule that connects Each phase or train together. Just like a rail line, there are buffers between Trains and at the end. Without phases organized as trains (in a flow) and Buffers in between, we will never flow in construction. This is basically Critical chain theory.
Concept 4: last planner® & scrum work well outside of cpm.
They work and they work well! They work with the right overall master Schedule as the base. Everything wrong with last planner® & scrum is cpm The way we use it today. If you remove cpm from the systems, they work Perfectly and pair to create a complete system. The takt plan creates the Rhythm and optimization; last planner® creates the collaborative culture And short interval planning technique; and scrum pulls all resources into The system with design, pre-construction, and construction Administration.
In my opinion, cpm is on its way out as the primary master scheduling technique, and the takt production system® is on its way in. Cpm may endure as a modified system, and cpm software may still be used to create simple waterfall schedules, but they must be governed by takt and takt critical flow paths. Takt planning, steering, and control will dominate the lean construction scheduling world by 2030 or sooner!
Schedules for construction were always supposed to be Formatted in a time by location format. Then it becomes a 4-d Schedule. Once you can see all the dimensions you can see Production principles, lean construction, flow, and all other Components of a successful project. We’re about to take a Closer look at each component.
• TPS® Recap
A takt plan is the ideal first planner™ tool that pairs with IPS®. It is a planning method that brings flow to the project. Additionally, it prepares work for Last Planner® and Scrum by queueing work up for those systems with workflow, trade flow, and logistical flow. It’s effective because the plan is crafted early on when information, material procurement, and labor can align with the flow and sequence of the project.
A Takt Plan is:
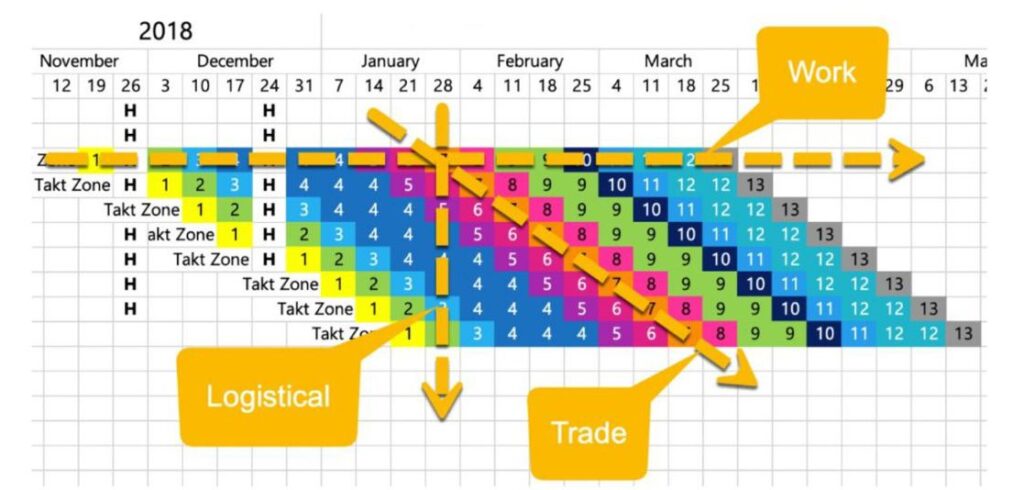
- A visual location-based schedule showing time and space
- Showing work, trade, and logistical flow (when, what, where, who, how)
- Scheduled on a rhythm
- With the appropriate buffers
- That stabilizes the pace of work with one-process flow and limiting work in process
- With a reasonable overall project duration
It is a system that creates stability in the field which enables:
- Aditional team and builder capacity
- Consistent crew sizes
- consistent material inventory levels
- The ability to find and remove roadblocks ahead of the work
- The ability to finish as we go
- A solid quality program
It is the Only Scheduling System that shows all three types of flow:
- Workflow
- Trade Flow, and ,
- Logistical Flow
Flow is identified by Evaluating the schedule’s:
- Rhythm
- Continuity, and,
- Consistency
The structure not only enables, But almost forces the user to obey Four key production laws:
- Little's Law
- The law of Bottlenecks
- The law of the Effects of variation, and,
- Kingman's Formula
Which Results in:
- Healther project durations
- A Complex project communicated in a simple to read visual schedule
- A respectful and stable environment
- The ability to gain time in the overall project duration