
How to use a Takt Plan
One Plan. Many Uses.
A Takt plan is not a wall poster. It is the operational nerve center of the project. Once you have one, you do not maintain a separate master schedule, a separate look-ahead, a separate weekly work plan, and a separate day plan. You maintain one plan, and you read it at five different zoom levels.
The same Takt plan is used as the:
- Master Schedule — the long-range view, time across the top, location down the side.
- Look-ahead Schedule — the next four to six Takt cycles, used to prepare and clear the path.
- Weekly Work Plan — the next one or two Takt cycles, with the work the trades have committed to.
- Day Plan — the inside of a single Takt, broken down into the steps that have to happen each day.
- Production Schedule — the live, in-field record of what is actually getting built.
That is the whole point. One source of truth. No reconciling four versions of the same schedule. No “the master says one thing and the field says another.” When the plan changes, it changes once, and everyone sees it.
The Takt plan has different layers of detail. It is the basis for every logistical, strategic, and tactical decision on the project, and it should be used in every meeting where one of those decisions is being made.
The Meetings It Powers
A Takt plan only works if it is the centerpiece of the meeting cadence. If it lives on a wall and nobody talks about it, you do not have a Takt project — you have a poster.
The plan should show up in:
- Owner, Architect, and Contractor Meeting — strategic alignment with the team paying for and designing the project.
- Team Weekly Tactical Meeting (Weekly Team Meeting) — internal coordination on what the train needs to roll the next week.
- Strategic Planning and Procurement Meeting (Weekly Schedule Update Meeting) — first-planner work on constraints, procurement, and steering.
- Trade Partner Weekly Tactical (Weekly Trade Partner / Weekly Work Planning Meeting) — last-planner work, where the trades commit to the next Takt cycle and call out what is in the way.
- Foremen Huddle (Daily) — short-cycle field control, every morning, in front of the plan.
Different cadences. Different audiences. Same plan.
What to Look for When You Read the Plan
This is the part most people miss. A Takt plan is a seeing system, but only if you know what to look for. Every time you walk up to the plan, you should be asking the same set of questions.
- How is the planned work going? Are wagons finishing on rhythm, or are they bleeding into the next zone?
- Is work planned for the next Takt time? Is the next wagon staged, packaged, and ready?
- Do we still have enough buffers? Wagon buffers, sequence buffers, phase buffers, project buffer — are any of them spent?
- Where are we in relation to the project end date? The path of critical flow tells you. Trust the plan, not your gut.
- Do we still have the right percentages of flow? Are we tracking workflow, trade flow, and logistics flow at the right levels?
- What preparation work steps are important right now? What has to happen this week so the train can roll next week?
- What roadblocks need to be removed before the end of the current Takt? What is in the way that we control?
- Is work being made ready? Materials, information, layout, inspections — are they all converging on the right zone at the right time?
- Are separate phases on track to support each other? Where one phase feeds another, are the handoffs going to be ready?
- Is the schedule networked to create a complete plan? Are interdependence ties intact? Anything orphaned?
- Are current production rates and cycle times projecting correctly? Is the data we are collecting confirming the plan, or warning us?
If you walk up to the plan and you cannot answer those questions, the plan is not being used — it is being displayed.
Why It Works
Before we get into the playbooks, you have to understand why a Takt plan controls a project where a CPM schedule cannot. It is not because Takt is prettier. It is because Takt obeys production laws that CPM ignores.
Four laws do most of the work:
Little’s Law. A project will be faster if zone sizes are smaller, work is leveled, and we finish as we go. In practice, that means smaller batch sizes, limited work in process (WIP), and finishing inside each Takt instead of saving punch and closeout for the end. Every one of those moves shrinks duration. Going the other way — bigger zones, unleveled work, finishing-at-the-end — is the most reliable way to stretch a project out.
The Law of Bottlenecks. From Goldratt’s The Goal. Every system, including a construction project, has at least one constraint that limits its throughput. Until that bottleneck is optimized or removed, every other improvement you make is wasted. The Takt plan makes bottlenecks visible — that is the whole point of a leveled, time-by-location format. Once you see the bottleneck, you do not push harder against it. You optimize the work, level the zone, or restructure the sequence.
The Law of the Effect of Variation. Variation is the gap between what was planned and what actually happened. As variation goes up, throughput time goes up — disproportionately. In construction, variation comes from waste, unevenness, and overburdening the system. The Takt plan suppresses variation by enforcing a steady rhythm and absorbing disruption inside buffers, rather than letting it cascade into the next zone.
Kingman’s Formula. A mathematical statement of the same idea: as utilization approaches one hundred percent, queue time grows toward infinity. In English: if you fully load every wagon with no buffer, the first hiccup brings the whole train to a stop. Takt plans build buffer time into the wagons and the sequence so that variation has somewhere to go. People who load four-day work into a four-day Takt are violating Kingman’s formula and wondering why their project is always behind.
A Takt plan is the first construction scheduling tool that respects all four of these laws in its underlying structure, not as an afterthought. That is why it works.
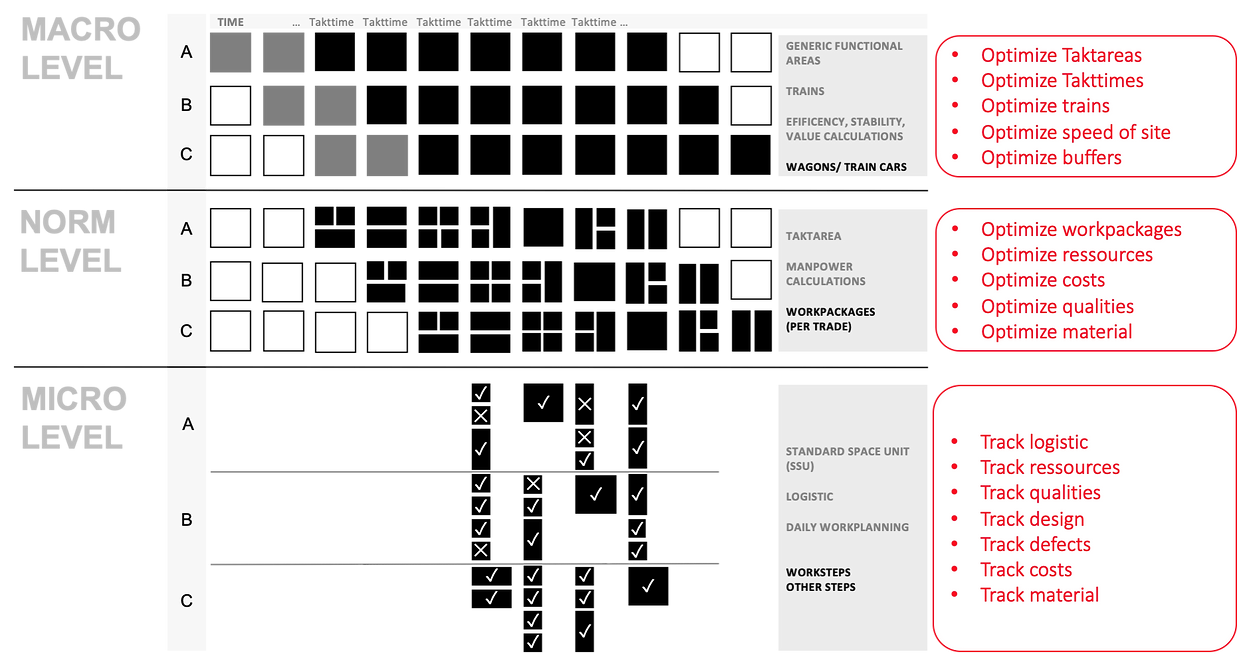
The Three Levels: Macro, Norm, Micro
A Takt plan operates at three levels of resolution. You use the same plan at each level — you just zoom in.
Macro level. The whole project, on one page. Typically a five-day Takt. The macro plan is what you build first, in pre-construction, with the first planners. It is how you set the overall duration, the phase boundaries, the major milestones, and the path of critical flow. It is what you show the owner. It is what every meeting starts from.
Norm level. The same plan, optimized to a tighter rhythm — often two or three days — with refined wagons, leveled work, and the right buffers. The norm plan is what you build with the trades once they are on board. This is where you actually run construction.
Micro level. The inside of a single Takt, broken into daily and even hourly steps. The micro plan is what foremen and trade partners use to execute. It is what shows up in the daily huddle.
The discipline is to not maintain three different schedules. You maintain one plan and you publish it at three resolutions, so the owner, the supers, and the foremen are all reading the same source.
Steering vs. Control: Two Different Jobs
This is the distinction that makes the Takt plan run.
Steering deals with constraints — limiting factors that are part of the system itself. The wrong Takt time. Varying speeds among the trades. An incorrect sequence. Missing buffers. The wrong number of zones. A misshapen complex zone. Constraints are part of the design. You do not remove them — you optimize them. Steering is mostly first-planner work, done in the first-planner meetings.
Control deals with roadblocks — things in the way of the train. Weather. Layout not ready. Missing information. A failed inspection. Materials in transit. A permit that has not come through. Roadblocks are temporary. You remove them, ahead of the train, so the train never has to stop. Control is mostly last-planner work, done by the supers and trade foremen in the field.
A useful way to remember it: steering is the train and the tracks. Control is the environment around them.
If you mix them up — if foremen are trying to redesign the sequence at 6 a.m., or if project executives are trying to clear the materials someone left in front of the hoist — you overwhelm everyone and you stop the train. Different problems. Different people. Different cadences.
The Foreman and Super Control Playbook
Short-cycle control is what keeps the rhythm intact. The supers and foremen are responsible for the day-to-day stability of the train, and they have a specific set of moves available to them.
- Prepare and stage materials before the Takt time begins.
- Prepare for the next process task within the buffer created by the Takt time.
- Improve hand-offs according to the Takt rhythm.
- Finish work completely in each zone before beginning the next process in the next zone.
- Match the staging areas to the work zones.
- Increase communication in Takt control huddles.
- Swarm problem areas and bottlenecks with swing capacity and a workable backlog of process tasks.
These are not abstract ideas. They are what good supers do every morning, in front of the plan, before the trades go to work.
Creating Stability
Stability is the foundation. You cannot run a train through a chaotic yard. Before flow is possible, the site has to be set up so that the trades have something to flow through.
- The project must be clean, safe, and organized — 6S as a daily habit.
- The team must be balanced and healthy.
- Do not start work sooner than the start of the Takt time.
- Engage an effective Takt control meeting system.
If your meetings are inconsistent, your site is dirty, your crews are unbalanced, or you are starting trades early to “get a jump” — your project does not have stability, and no Takt plan will save it.
Leveling Work
Leveling is how you keep the wagons the same width. When wagons are uneven, the line of balance bends, and the rhythm breaks. The plan tells you when something is not level. The leveling moves are:
- Adjust Takt zones to shorten durations.
- Adjust work packaging and work steps to even out the load.
- Bring materials and equipment just-in-time to buffers and staging areas.
- Level manpower so crew sizes stay consistent.
- Adjust work so each wagon has buffers.
Leveling is not a one-time exercise. You do it during planning, you do it again as the trades come on, and you do it again when the data tells you the wagons are drifting.
Roadblock Removal
This is the heart of last-planner control. The whole job is to keep the path in front of the train clear.
- Use and manage buffers to absorb roadblocks.
- Use Takt roadblock maps to visualize what is in the way.
- Remove roadblocks ahead of the Takt time — not at the moment of impact.
The discipline is ahead of the train, not at the train. By the time a roadblock is impacting the wagon currently in motion, you are already late.
Quality Product
Quality is part of the plan, not a separate program. A Takt plan that ignores quality is not a Takt plan — it is a sequence of work that ends in a punch list disaster.
- Install with quality at the source.
- Finish as you go, according to the Takt rhythm.
- Create standard work for repeatable tasks.
- Pre-fabricate as much as you can.
- Build quality triggers into the Takt plan itself.
Finishing as you go is the single most important habit in this list. A project that finishes each zone as the train moves through it does not have a punch list problem. A project that batches its punch and closeout to the end always does.
Managing Production
Once stability, leveling, control, and quality are in place, the question becomes: how do we get faster without breaking what we just built?
- Optimize bottlenecks — do not push through them.
- Optimize cycle times.
- Increase labor productivity by Takt zone, not by gross headcount.
- Reduce variation.
This is where the Takt plan starts paying compound returns. Once the train is running, every cycle gets a little tighter, every wagon gets a little more leveled, and the path of critical flow shortens.
What This Looks Like When It Is Working
A Takt plan in daily use looks like this. The plan is on the wall. Every meeting starts in front of it. Foremen show up to the morning huddle knowing what zone they are in, what zone they are heading to, and what they need cleared by the end of the day. Supers are walking the path of critical flow looking for roadblocks. First planners are steering — adjusting the constraints in the next phase before the train gets there. The owner sees the same plan the foreman sees, just at a different zoom level.
When something goes wrong — and it always does — the plan absorbs it inside a buffer, the team sees it on the wall, the meeting cadence catches it, and the rhythm survives. That is what control looks like.
A Takt plan is not paperwork. It is how the project is run.
Use it that way.
The Takt plan is used as the:
- Master Schedule
- Look-ahead Schedule
- Weekly Work Plan, and,
- Day Plan
- And ultimately the Production Schedule
Therefore the schedule has different layers of detail. It is the basis for all logistical, strategic, and tactical decisions on a project site and should be used in the following meetings:
- Owner, Architect, Contractor Meeting
- Team Weekly Tactical Meeting (Weekly Team Meeting)
- The Strategic Planning & Procurement Meeting (Weekly Schedule Update Meeting)
- The Trade Partner Weekly Tactical (Weekly Trade Partner Meeting/Weekly Work Planning Meeting)
- The Foremen Huddle (Daily Huddle)
The key items to notice when using a Takt Plan are:
- How is the planned work going?
- Is work planned for the next Takt time?
- Do we still have enough buffers?
- Where are we in relation to the project end date?
- Do we still have the right percentages of flow?
- What preparation work steps are important now to prepare for work?
- What roadblocks need to be removed or absorbed till the end of the takt?
- Is work being made ready?
- Are separate phases on track to support each other?
- Is the schedule networked to create a complete plan?
- Are current production rates and cycle times projecting correctly throughout the schedule?
Why it works
A “Takt” is a multi-dimensional unit for a construction project and enables us to visualize time and space. This format also enables the use of mathematical, scientific, and scalable operations that enable us to plan and execute work in hours and days, not only weeks.
Takt is the basis for production in manufacturing and should also be used for production in construction. Companies in the automotive industry like Toyota or Volkswagen and others are all based on Takt or rate of flow, then pull. “Flow where you can, pull when you can’t”. Takt streamlines the value creation processes and enables all pull systems to efficiently support the Takt-ed production rhythm. Because of this, it creates stability, leveled work and ultimately protects workers.
Here's an overview
Little’s Law:
In construction, Little’s Law teaches us to do the following:
Plan smaller batch sizes
Limit work in process (WIP)
Finish as we go
The Law of Bottlenecks:
The Law of the Effect of Variation:
Kingman’s Formula:
Takt Steering & Control
The use of Takt allows accurate and short-cycled control of individual work. Due to the short Takt times, the Takt wagon will be affected immediately, showing potential disruptions that are visible in real-time. The goal at the end of a Takt is that all work is being carried out according to the plan. A completed Takt plan is not a fixed concept. Rather it is an execution plan that is constantly evolving and can become stable and much more predictable than any other type of system. Short-cycled adjustment of a Takt plan is important. This means for example if there is a disruption to a ‘station’ in the work train, an empty Takt (‘buffer wagons’) can be built in, individual work packages and wagons can be shifted to form a ‘catch up plan’. Therefore, short-cycled observations and control of the individual work packages is essential.
Foremen & Super Control:
- Prepare and stage materials before the Takt time
- Prepare for the next process task within the buffer created by the Takt time
- Improve hand-offs according to the Takt time
- Finish work completely in areas before beginning the next process in the next zone
- Matching the staging areas to work zones
- Increasing communication in Takt control huddles
- Swarm problem areas or bottlenecks with swing capacity and workable backlog processes
Create Stability:
- Project must be clean, safe, and organized
- Team must be balanced and healthy
- Do not start sooner than the start of the Takt time
- Engage an effective Takt control meeting system
Leveling Work:
- Adjusting Takt zones to shorten durations
- Adjusting work packaging and work steps to level work
- Bring materials and equipment JIT according to buffers and staging areas
- Level manpower to have consistent crews
- Adjusting work so each Wagon has buffers
Roadblock Removal:
- Use and manage buffers to absorb roadblocks
- Use Takt roadblock maps
- Remove roadblocks ahead of the Takt time
Quality Product:
- Install with quality at the source
- Finish as you go according to the Takt rhythm
- Create standard work for repeatable tasks
- Pre-fabricate as much as you can
- Create quality triggers in the Takt plan
Manage Production:
- Optimize bottlenecks
- Optimize cycle times
- Increase Labor productivity by Takt zone
- Reduce variation
